全国咨询热线:
189-6173-4130
189-6173-4130



联系人:王洪星(销售部 经理)
电话:0510-85625839
手机:189-6173-4130
传真:0510-85625539
地址:无锡市新吴区城南路203-5号
发表时间:2024-05-13
价格:元(根据批发量报价)
选型:双线梯形螺纹是螺纹中用于传动动力和运动的螺纹,常用于快速移动机构中。两条螺旋槽具有轴向等距分布、圆周上等角度分布的特点。单线梯形螺纹是双线梯形螺纹加工的基础
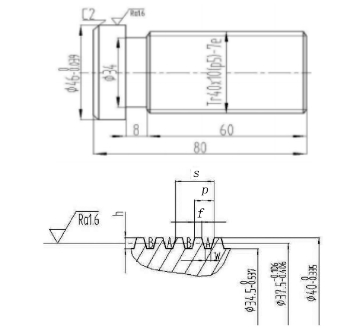
双线梯形螺纹是螺纹中用于传动动力和运动的螺纹,常用于快速移动机构中。两条螺旋槽具有轴向等距分布、圆周上等角度分布的特点。单线梯形螺纹是双线梯形螺纹加工的基础,双线梯形螺纹车削加工参数众多、精度要求高、难度较大。最难解决和控制的问题是螺纹的分线精度,如果螺纹出现螺距误差,即两条螺旋线的位置精度(分线精度)出现较大误差,会影响其配合精度,造成安装困难,甚至工件报废。在解决分线精度和加工方法问题上,利用分层法、纵向移动小滑板分线法进行车削,解决车削中容易出现的分线不均、螺距不等、大小牙等精度问题。
双线梯形螺母加工刀具选择:
根据加工图纸内容,要选择使用的刀具有外圆车刀、车槽刀、外螺纹车刀和中心钻等刀具。根据制定的工艺要求选择好粗精车时使用的刀具。
在粗车时,要选择强度高、耐用度好的刀具,以便满足大吃刀量大进给的要求;
精车时,要选择精度高、耐用度好的刀具,以便保证满足加工.精度的要求。
双线梯形螺母的加工基本的加工流程:
1、粗车外圆:需要粗车外圆,为后续的加工留下适当的加工余量,通常这个余量为0.2~0.4mm。
2、粗车第一螺旋槽:与单线螺纹的加工类似,但需要注意机床按钮的调节,确保加工的准确性和稳定性。
3、粗车第二螺旋槽:以小拖板前移一个螺距进行分线,这样可以确保两个螺旋槽之间的正确距离。
4、精车大径:在粗加工完成后,需要对大径进行精车,以提高其精度和表面质量。
5、精车某一螺旋槽小径:选择一个螺旋槽进行小径的精车,确保小径的尺寸和表面质量满足要求。
6、中拖板定数,小拖板切削后面:根据加工需要,调整中拖板和小拖板的位置,进行后续的切削加工。
7、小拖板向后移分线:为了加工第二个螺旋槽,需要将小拖板向后移动一个螺距进行分线。
8、小拖板定数,中拖板进给车削:在分线完成后,调整小拖板和中拖板的位置,进行第二个螺旋槽的车削加工。
9、车第二螺旋槽前面:继续车削第二个螺旋槽的前面部分,确保整个螺旋槽的完整性和准确性。
10、测量中径:使用适当的测量工具(如三针测量法)测量螺纹的中径,确保其符合设计要求。
双线梯形螺母加工需要注意的事项如下:
①双线梯形螺纹的导程较大,车削时进给速度快,要注意防止撞车。
②由于双线螺纹的螺纹升角大,车刀的侧后角要相应地增减。
③用小拖板分线时,应先检查小拖板行程是否满足分线的要求和小拖板导轨是否与车床主轴轴线平行。在每次分线时,小拖板手柄的转动方向必须相同,以避免小拖板丝杠与螺母之间存在间隙而产生误差。
④分线采用左右切削法时,必须先车销各螺旋槽的同一侧面,然后再车削各螺旋槽的另一侧面。
⑤用百分表分线时,百分表的测量杆应与工件轴线平行,否则会产生分线误差。
⑥精车时要多次循环分线,以矫正粗车或借刀时所产生的分线误差。
双线梯形螺纹的加工,除了要保证和单线梯形螺纹一样的精度外(测量方法一样,量针测量时要注意测量每条螺旋槽的中径),还要保证分线精度(螺距精度)。