全国咨询热线:
189-6173-4130
189-6173-4130



联系人:王洪星(销售部 经理)
电话:0510-85625839
手机:189-6173-4130
传真:0510-85625539
地址:无锡市新吴区城南路203-5号
发表时间:2019-05-13浏览次数:
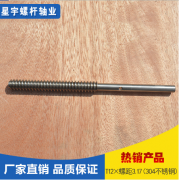
梯形丝杆工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不只效率低、利息高,且由于小圆钢刚度低,车削、滚花时易变形,小号螺轮不能生产,为此我设计了旋风铣削丝杠设备,不只将转速由经验认定的1000r/min左右提升至2000r/min以上而且将铣丝滚花一次完成。其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。虽然旋风铣削使小径工件有较大变形(大径件变形较小)但校正也容易。改进后的工艺具有如下特点: 丝杠加工原来采用车削加工。
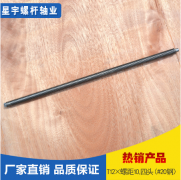
梯形丝杆轴向刚度高丝杆副可以加与预压,由于预压力可使轴向间隙达到负值,进而得到较高的刚性(丝杆内通过给滚珠加予压力,实际用于机械装置等时,由于滚珠的斥力可使丝母部的刚性增强)依照国标GB/T17587.3-1998及应用实例,滚珠丝杠(目前已基本取代梯形丝杠,已俗称丝杠)用来将旋转运动转化为直线运动;或将直线运动转化为旋转运动的执行元件,并具有传动效率高,定位准确等特点;当丝杆作为主动体时,螺母就会随丝杠的转动角度依照对应规格的导程转化成直线运动,主动工件可以通过螺母座和螺母连接,从而实现对应的直线运动